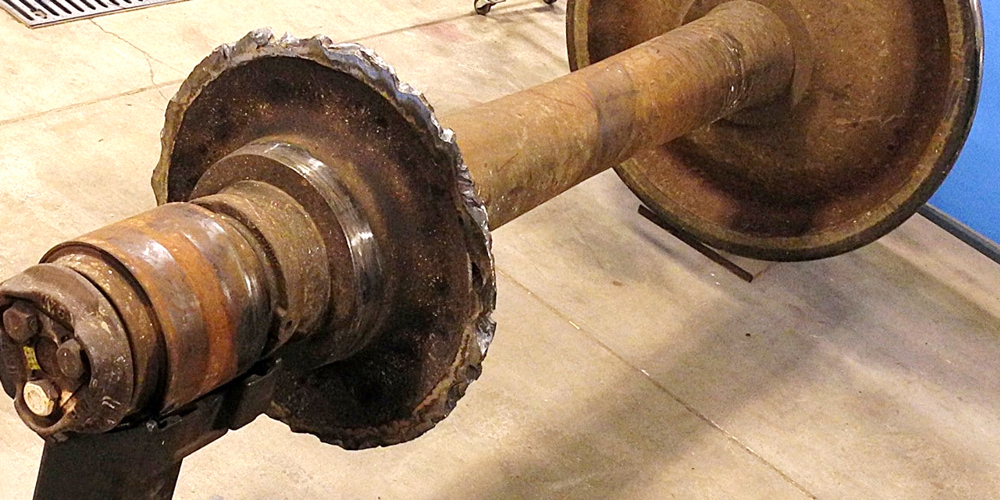

When a warning signal alerted the train operator that the train was dragging equipment, the operator stopped the train to investigate. During the stop, it was observed that a wheelset had failed, but did not derail as one would expect. While the hub was still riding on the rail, portions of the wheel plate had been damaged due to impact with the track structure. The client asked ESi to determine the root cause of the failed wheelset.
Our Approach
The wheelset, rim, and plate sections were sent to a laboratory for analysis. The failed wheel was manufactured in September of 1992, and had been forged from Grade C steel. The service life for railroad wheels is defined by the wear on the rim running surfaces, and the failed wheel was still within specifications when the failure occurred in late 2019.
When a failure occurs within the plate of the wheel, the rim is often missing, but the hub remains on the wheelset. A plate strike is often implicated in these types of failures, but this time, that was not the case.
During the inspection of the wheelset, ESi determined that the fracture surfaces on the hub side were consistent with mechanical damage incurred when striking the track structure while rolling on the rail. As a result, the fracture surfaces did not reveal any new information.
The rim portions were sectioned and cleaned using an ultrasonic cleaner with a mild detergent. The visual inspection showed:
- Fatigue fracture, characterized by small smooth half circles or dimples at the initiation location; these microvoids occur prior to crack formation and rapidly transition to ductile failure
- Ratchet marks, indicating multiple initiation sites
- No indentations or signs of a plate strike on the front plate face
- Corrosion induced pitting on the plate surface at the fracture initiation location
A section of the plate surface was removed and inspected using a digital microscope. The fracture surface had been rubbing for some time, causing loss of definition in the finer features. ESi prepared metallographic mounts to inspect the fracture initiation area, and observed that the cracks had started at the pits.
Secondary cracking was also present near the fracture initiation location. The microstructure was consistent with pearlite, and the amount of decarburization on the fracture initiation side was less than on the opposite side of the wheel.
Results of the chemical composition analysis and hardness testing showed that the wheel was within AAR specifications for each.
The curved plate wheel design utilized by AAR allows the wheel plate to flex. The flexing causes tension on one surface of the wheel plate when the opposite side is subjected to compression.
While this tension is within expected performance parameters, wheel plates with pronounced corrosion pitting may experience plate-initiated fatigue cracking. In this situation, the wheel failed due to corrosion pitting, which initiated a fatigue crack on the back-plate face of the wheel. Secondary cracks from the corrosion pits were also noted in the area and on the opposite side of the wheel.
While any wheel failure is a cause for concern, the client was relieved to know the cause of failure was environmental and not a result of human error.
Services Utilized
Expertise Utilized
The Outcome
ESi investigated the root cause of a failed railroad wheel and determined that the reason for the failure was environmental rather than a result of human error.
